Chapter 16: Work Cells
 LPS Objective #5 - Reduce Supply Lead Time
LPS Objective #5 - Reduce Supply Lead Time
The physical layout of a plant impacts work flow, production lead times, cycle times, material requirements, and quantity of work to be performed at any given location. Simply put, production layouts matter!
Production Layouts
The discipline of plant design includes the use of multiple layouts to accommodate the most efficient and effective flow of resources (labor, material, equipment, etc.). Here are an important few:
- Process Layout – operations of similar nature or functions are grouped together; typical of job shops producing low-volume, custom products
- Product Layout – resources are arranged sequentially based on routing of products; typical of highly standardized, repetitive processes
- Fixed-position Layout – product build remains in a fixed position; typical of hard to move or immoveable products
- Cellular Layout – machines are grouped according to similar process requirements of a part or family of parts. Refer to the Process Route Table as depicted in Chapter 15, figure 15.2
- Combination Layouts – use multiple layouts to achieve the best plant flow
What is a Work Cell?
A work cell is an arrangement of multiple sequential operations, manual and automated, that produces an output (throughput) to a required cycle time. The work cell may be an input to another production operation or produce a finished good.
Why Work Cells?
A work cell may use a combination of production layouts (see above) that optimize product flow and interactions of people with each other, materials, tooling, and equipment—minimizing WIP, wait times, idle resources, and overall lead times. Work cell designs are often used to achieve one-piece flow (see Chapter 16) objectives.
Work Cell Design Considerations
Work cell designs should achieve these minimum objectives:
- Optimal labor utilization
- Optimal flow and transit time of materials
- Optimal use of space
- Line balance (balance output to demand)
- Meet capacity requirements
- Cycle time ≤ Takt Time
Consider the use of the Process Capacity Table, Standard Operations Combination Chart, and Standard Workflow Diagram (Chapter 10) when developing work cell designs.
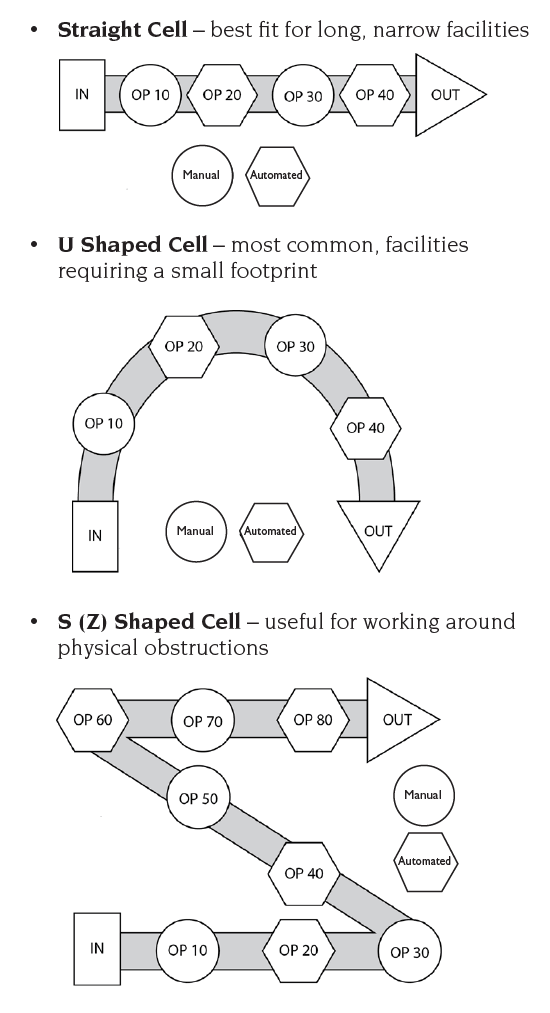
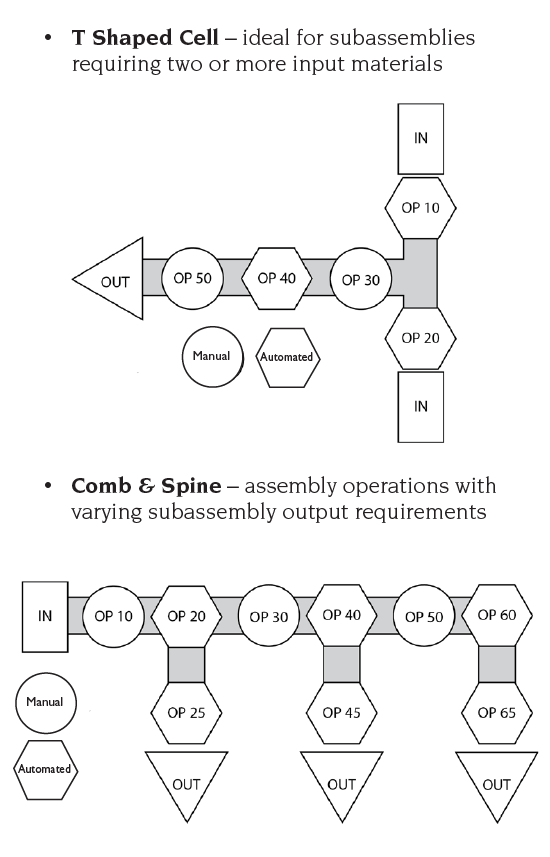
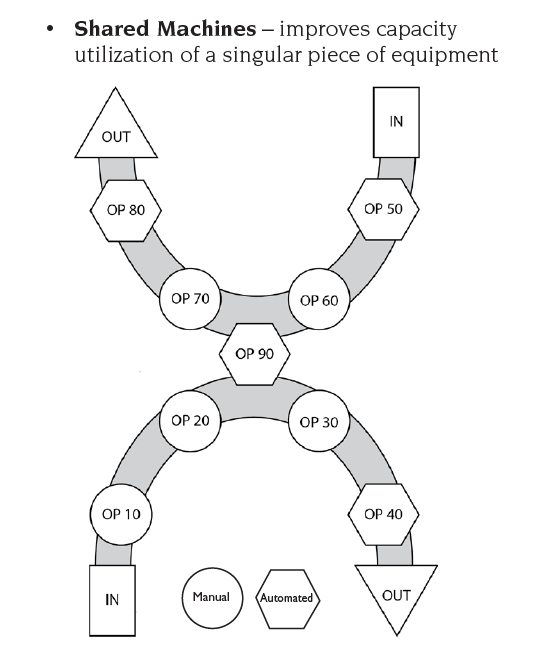
Typical Work Cell Designs
Industry practices reflect the typical work cell layouts below that best fit design considerations cited previously. It is common for multiple work cells and work cell designs to be linked together:
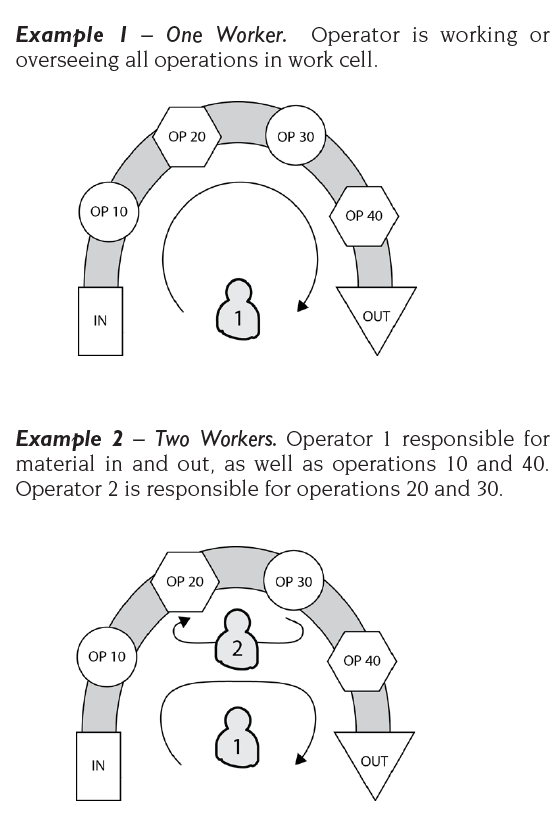
Work Cells Labor Utilization
In all cases, single to multiple operator work cells, the goal is to achieve a balanced line, where one worker is not waiting on the efforts of others. Each cell design requires unique analysis to determine which stations are staffed by what operator. Following are three labor examples of a U-shape work cell design.
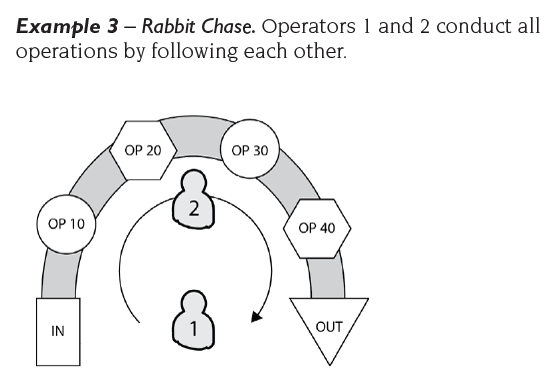
Insight: Multifunctional Associates
Achieving maximum benefit from a work cell will often require a multifunctional worker, meaning an employee trained to handle several different machines and operations. This may require a complete job redesign per contractual or employment expectations.